Types of Screw Feeders
3 Types of KWS Screw Feeders Basic Screw Feeder Design Other Types of Screw Feeders Inclined Screw FeedersScrew Feeders
Screw feeders are designed to meter bulk materials and are typically located at the beginning of a process. Capacity or feed rate can be accurately controlled with screw feeders. Variable speed drives improve metering accuracy and can provide a wide range of feed rates. Screw feeders are available in a variety of sizes, lengths, configurations and materials of construction.
The inlet of a screw feeder is always flood loaded (100-percent). A screw feeder is typically mounted directly to a:
- Hopper – Square or rectangular in shape with sloped bottom and limited storage capacity
- Bin – Square or rectangular in shape with sloped bottom and large storage capacity
- Silo – Cylindrical in shape with cone or mass-flow bottom and large storage capacity
Several factors must be considered when designing a screw feeder, including:
- Flow characteristics of bulk material being stored and metered
- Density of bulk material in both stored and metered condition
- Maximum and minimum capacity or feed rate of process
- Bulk material size with screen analysis
- Width and length of screw feeder inlet opening
- Overall length of screw feeder
- Height of bulk material in hopper, bin or silo
With the screw feeder inlet flood loaded (100-percent), the design of the screw in the inlet area and the screw speed determine the desired capacity or feed rate.
Most screw feeders are less than 20-feet in length because the use of internal hanger bearings is not recommended. In most applications a short screw feeder will meter a bulk material to a screw conveyor for transfer to the next step of the process.
KWS designs and manufactures three types of screw feeders:
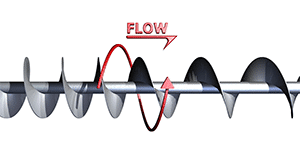
Variable or Stepped Pitch
The pitch of the screw varies from shorter to longer as the screw progresses toward the discharge of the screw feeder. With variable pitch, every pitch increases in length in the inlet section creating more available volume for addition of bulk materials from the hopper. With stepped pitch the flight pitch changes in increments. For example, a stepped pitch screw feeder may have 2-feet of 1/3 pitch, then 2-feet of 2/3 pitch in the inlet section.
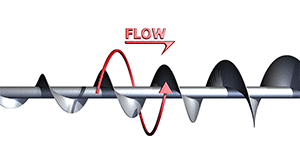
Tapered Outside Diameter
The outside diameter of the screw is tapered from the rear of the inlet opening to the shroud creating more available volume for addition of bulk materials from the hopper.
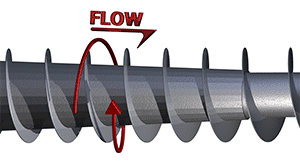
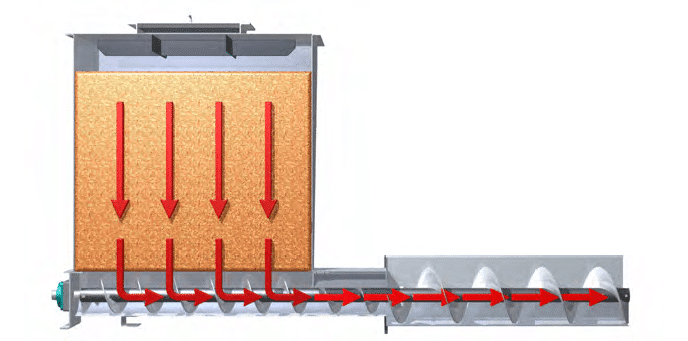
Mass Flow
The mass flow design was developed by Jenike & Johanson and is a combination of variable pitch and tapered inside diameter. A tapered cone is located on the center pipe of the screw from the rear of the inlet opening to approximately the center of the inlet opening. Short pitch flights are mounted on the cone creating available volume for addition of bulk materials from the hopper. Variable pitch is then added to the screw starting where the cone ends and continuing to the discharge.
Mass flow in a hopper
Screw feeders can be composed of one, two or virtually any number of screws. A screw feeder with multiple screws is considered a live bottom screw feeder.
Basic Screw Feeder Design
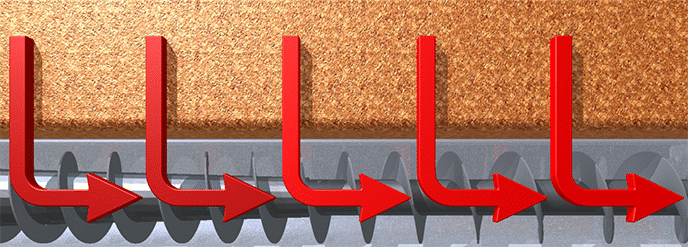
It is not recommended to design screw feeders with uniform outside diameter and constant pitch because bulk materials will fill the screw from the rear of the inlet opening first, creating rat-holing, stagnant material and possible bridging of bulk materials above the screw feeder. To draw bulk materials evenly across the full length of the inlet each flight must increase in available volume as the screw progresses towards the discharge of the screw feeder. Variable pitch, tapered outside diameter (OD) or mass flow screw design is required.
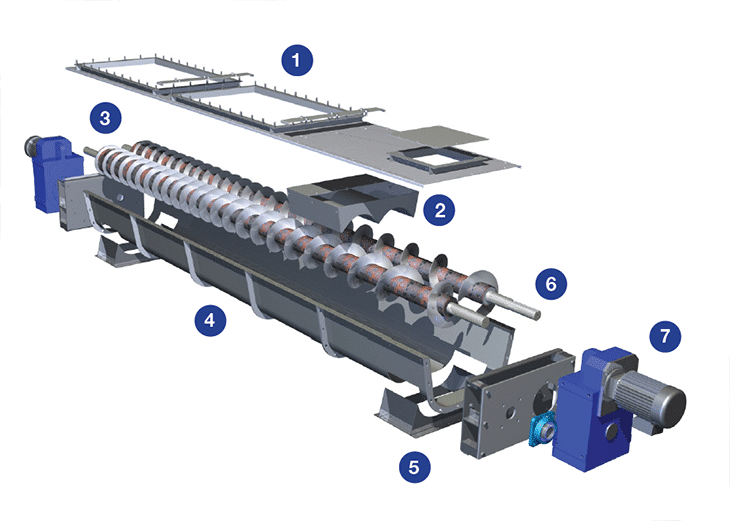
- Inlet opening matches bin or hopper discharge.
- Feeder Shroud prevents material flooding.
- Twin mass flow, variable pitch screw feeder permits even draw off of material.
- Twin screw trough.
- Discharge opening.
- Solid shafting transmits rotary motion to gear reducer.
- Independent gear boxes to drive each screw.
Feeder Shroud
Screw feeders must be equipped with a shroud for at least 2 pitches beyond the inlet opening to prevent flooding of the bulk material past the inlet. The shroud is a curved cover that converts a standard U-trough into a tubular housing to prevent bulk materials from flooding past the screw. Extended shrouds, tubular housings or short pitch flights can be utilized for accurate feed rate control when metering very free flowing bulk materials.
Screw Feeder Capacity and Speed
The pitch of the last screw flight going into the shroud determines the feed rate of the screw feeder and is called the Control Pitch. The Control Pitch is typically less than full pitch. The capacity of the Control Pitch is calculated in cubic feet per hour per RPM. The speed of the screw feeder can be determined by dividing the maximum screw feeder capacity in cubic feet per hour by the capacity of the Control Pitch in cubic feet per hour per RPM.
Most screw feeder speeds are lower than standard screw conveyor speeds. For example, in heavy industrial applications, screw feeders typically operate at speeds less than 20-RPM. More torque is generated at lower operating speeds ensuring the screw feeder does not stall at start-up.
Screw Feeder Horsepower Requirements
The horsepower and torque requirements for a screw feeder are much higher than a comparable screw conveyor. A screw feeder must start up with a flood loaded inlet and the head load weight of the bulk material in the inlet section. Bulk materials also tend to pack when under pressure in a hopper, bin or silo. As the bulk material density increases, so do the horsepower and torque requirements.
The Material Factor or HP Factor (MF) can exceed 4.0 for some bulk materials when under pressure and packed. The start-up horsepower and torque can easily be 2.5 times the normal operating conditions. Please consult the KWS Engineering Department for proper screw feeder design.
Other Types of Screw Feeders
Multiple Diameter Screw Feeder/Conveyor
Multiple Diameter Screw Feeder/Conveyors consist of a screw feeder with an extension conveyor. A smaller diameter screw feeder is located under a hopper, bin or silo and is flood loaded. The screw feeder meters the bulk material to the larger diameter extension conveyor. When the bulk material reaches the extension conveyor the trough loading decreases and the bulk material is conveyed to the discharge. Hanger bearings are allowed in the extension conveyor as long as the trough loading is below 45-percent.
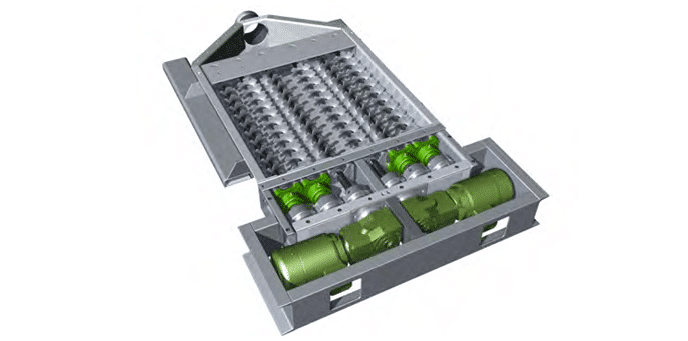
Live Bottom Screw Feeder
Live bottom screw feeders are designed for use on large silos, bins and hoppers with large discharge openings. The live bottom screw feeder utilizes multiple feeder screws in tandem to create a "live bottom" to prevent bridging. Bulk materials are metered and drawn out equally from the full width and length of the inlet opening. Live bottom screw feeders are used on bulk materials which tend to pack or bridge easily.
When designing a screw feeder, every application is unique. For this reason, please consult KWS Engineering for proper recommendations concerning your particular needs.
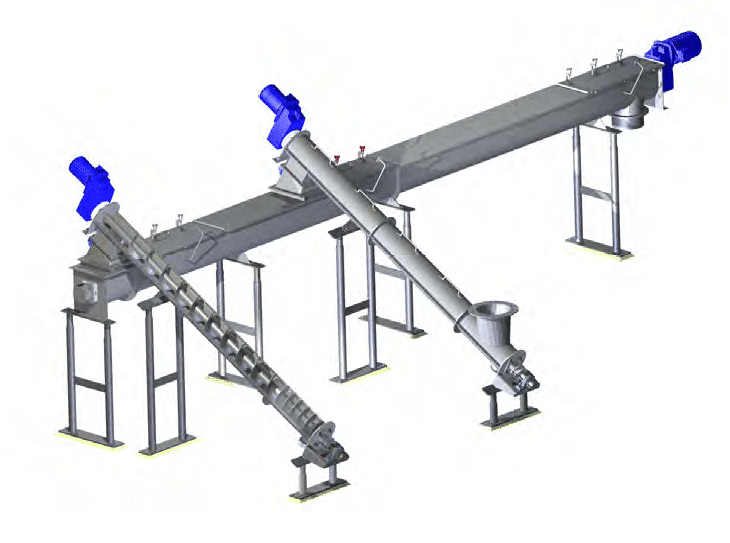
Inclined Screw Feeders
Inclined screw feeders meter and elevate bulk materials from hoppers, bins or silos and perform the same function as horizontal screw feeders. However, special care is required when designing inclined screw feeders.
Knowledge of the flow characteristics of bulk materials is extremely important for successful inclined screw feeder design. The angle of repose and flowability of a bulk material will determine the design of the screw feeder and the maximum angle of incline. Testing of bulk materials is required for all inclined screw feeders before a proper design can be established. Bulk material samples can be sent to KWS for laboratory and field testing.
Basic Inclined Screw Feeder Design
Inclined screw feeders must be designed to meter a desired capacity or feed rate and elevate a bulk material to a desired height. Screw feeders become less efficient when inclined over 5-degrees from the horizontal position. The loss of efficiency is determined based on the degree of incline of the screw feeder and the angle of repose and flowability of the bulk material. The diameter of the inclined screw feeder can be selected once the incline efficiency factor is determined.
Inclined screw feeders utilizing U-troughs are typically used on inclines up to 15-degrees and tubular housings are recommended for inclines over 15-degrees. Reducing the pitch of the screw increases the incline efficiency factor because the shorter pitch provides a better conveying surface and bulk materials do not fall back when compared to full pitch flights. Full pitch flights are the least efficient at metering and conveying bulk materials on an incline.
Inclined Screw Feeder Capacity and Speed
Inclined screw feeders typically operate at higher speeds when compared to horizontal screw feeders because additional speed is required to elevate a bulk material and overcome the forces of gravity and bulk material fall back. The desired capacity is adjusted using the incline efficiency factor calculated from testing of the bulk material. The speed of the inclined screw feeder can then be determined.
Inclined Screw Feeder Horsepower Requirements
Inclined screw feeders require more horsepower and torque when compared to a horizontal screw feeder. Additional horsepower and torque is required to elevate a bulk material and overcome the forces of gravity and bulk material fall back. Bulk materials can become packed inside an inclined screw feeder, causing more demand on the drive unit.
Inlet Length
The inlet length on an inclined screw feeder must be kept to a minimum to prevent the bulk material from falling back over the top of the flights in the inlet section. Typically, the length of the inlet should not exceed 2 times the diameter of the screw for an inclined screw feeder.
Flight Pitch Changes
Inclined screw feeders are typically designed with multiple flight pitch changes. Shorter flight pitches are used in the inlet section to control the capacity or feed rate. Typically, the flight pitch increases beyond the inlet to reduce the trough loading to less than 100-percent. The conveying efficiency must be calculated in the longer flight pitch section to make sure the desired capacity or feed rate is met. Improper design of the flight pitches could result in the inclined screw feeder becoming plugged at the transition from shorter to longer pitch flights.
Inclined screw feeders can be a very important part of your process. Please consult KWS Engineering for proper inclined screw feeder design.


